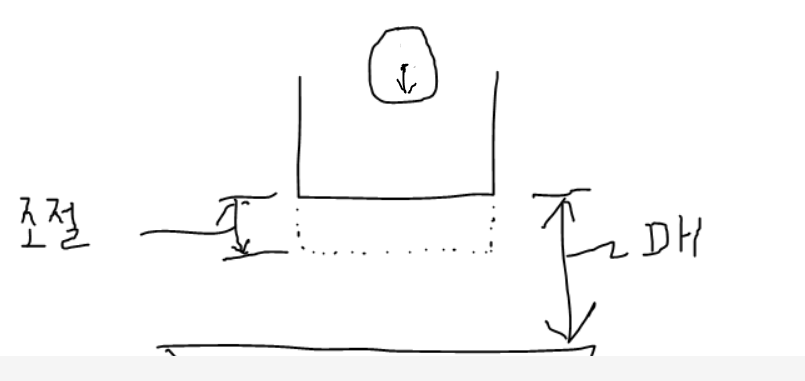
프레스 기계의 다이하이트는 장착할 수 있는 금형의 최대 높이를 말하는 것이다.
다이 하이트 = 슬라이드 조절을 최대로 올리고 나서 하사점의 슬라이드 하면에서 볼스터의 상면 까지의 거리
다이하이트가 클수록 일반적으로 큰 톤수이다. 톤 수가 높을 수록 다이 하이트도 높아진다.
높은 하이트를 필요로 하는 제품인 경우 필요하중도 높이지는 경우가 많다.
'다시시작 쓰리 > 프레스' 카테고리의 다른 글
| 프레스 기계의 3능력 (0) | 2020.04.04 |
|---|---|
| 네킹(Necking) 가공 (0) | 2020.04.03 |
| 단(段) 드로잉 (0) | 2020.04.03 |
| 스테인리스강 판재의 원통형 드로잉(drawing)금형 작업 시 쇼크라인(shock line)에 대한 원인과 대책 (0) | 2020.04.03 |
| 프레스금형에서 스트리퍼(striper) 플레이트의 역할 (0) | 2020.04.02 |







