서론
온도조절의 목적
성형 사이클의 단축
성형성의 개선
성형품의 외관 개선
성형품의 강도저하 방지
성형품의 형상 및 치수 정밀도 유지
금형의 온도와 성형조건과 관계
금형온도가 높을 때 ( 캐비티 내압이 같은 경우 )
-사출 압력이 일정한 조건에서 성형 수축률이 커진다.
-싱크마크가 발생 할 수 있다
-수지의 유동성이 증가하여 플래시가 발생할 수 있다
본론
금형온도가 낮을 경우
-제품의 광택도가 떨어진다.
-플로우마크나 웰드라인이 발생한다.
-수지의 응고가 빠르므로 사출압력을 높여야 한다
-수지의 유동성이 나빠져 미성형이 발생 한다.
냉각설계시 주의사항
수지의 특성에 따라 금형의 온도를 올리는 경우와 냉매를 사용하여 내리는 경우가 있다
금형의 온도는 용융수지의 열량 , 하트런너의 열량에 의해 금형온도가 상승하는것을 억제해야 한다.
금형온도를 균일하게 유지하기 위해 냉각수 입구와 출구의 온도차는 5도 이하로 하고 정밀금형은 2도 이하로 한다.
냉각수 회로의 길이는 150cm 이내로 하고 냉각수 지름은 가급적 10~12파이 이상으로 한다.
냉각매체로 물과 기름이 많이 사용된다. 냉각 능력을 좋게 하기 위해서는 흐름이 난류가 되어야 한다. 난류가 되기 위해서는 유체점도가 낮고 유체속도가 빠른 것이 좋다. 그러므로 물이 점도가 낮아 냉각능력이 훨씬 좋다.
흐름의 상태가 층류일 경우 매체의 열전달률은 매우 나쁘며 호율이 좋은 열전달률을 얻기 위해서는 매개체의 흐름은 난류이어야 한다. 층류와 난류의 구분은 레이놀즈수에 의해 구분된다. 레이놀즈수가 2100 이하이면 층류, 2100~3500까지는 변류 3500이상은 난류이다.
냉각수 회로의 내압을 4kg/㎠ 이상으로 하면 높은 난류에서 사용할 수 있다.
냉각수 구멍은 이젝터 기구보다 우선을 원칙으로 한다
냉각회로는 제품 형상에 따라 설계한다.
1개의 큰 냉각수 구멍보다 가늘고 많은 수의 냉각수 구멍 쪽이 더 효과적이다.
게이트 부근 부터 냉각수가 유입될 수 있도록 한다.
결론
냉각 방법
직선 회로 냉각
원주 냉각 회로
분류식 냉각 회로 ( 냉각탱크 )
베플을 이용한 냉각
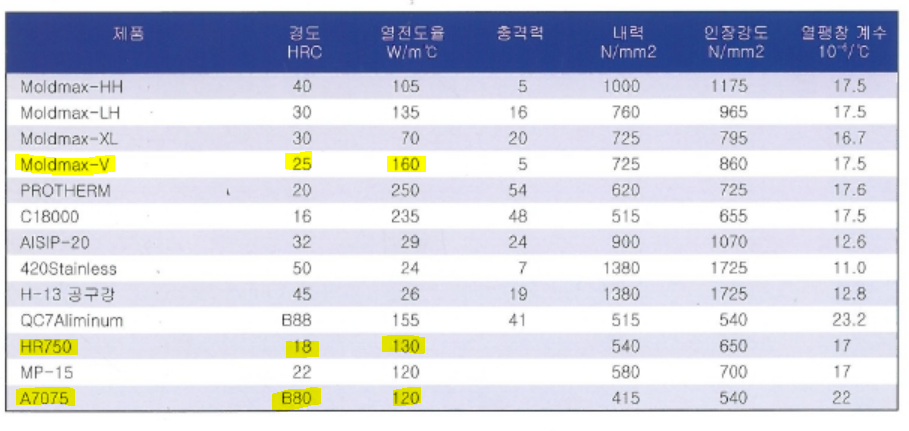
열전도성이 좋은 베릴륨 동을 입자처리 하여 간접 냉각
소재 : HR750(HRC20) MOLDMAX HH(HRC40) MOLDMAX LL(HRC30)
냉각회로를 코어형상을 따라 3차원 냉각회로를 설계하고 RT에 의해 코어를 제작한다.
'다시시작 > 일반 사출 기술' 카테고리의 다른 글
| 토글식 사출성형기에서 Daylight Opening과 금형두께와의 관계 (0) | 2020.04.05 |
|---|---|
| 사출금형에서 냉각수라인 설계 시 유의사항 5가지 (0) | 2020.04.04 |
| 사출성형 제품의 성형 시 균일냉각이 되지 않은 이유 및 개선책 (0) | 2020.04.04 |
| 사출금형의 강재(鋼材) 선정 시 유의사항 (1) | 2020.04.03 |
| 사출성형기의 주변기기 3가지 (0) | 2020.04.03 |